Wärmebehandlungsverfahren dienen zur gezielten Beeinflussung der Eigenschaften des Stahls.
Das Gefüge eines Stahls beeinflusst im besonderen Maße dessen Eigenschaften. Das Stahlgefüge wird allerdings nicht nur durch die Erstarrungsbedingungen beeinflusst (siehe Artikel Gefügebildung). Es kann sich auch durch nachträgliche Fertigungsverfahren wie Walzen, Tiefziehen, Schweißen, etc. negativ beeinflusst werden.
So werden bspw. beim Walzen eines Stahlbleches die rundlichen Körner in Walzrichtung gestreckt. Eine solche gestreckte Gefügestruktur bezeichnet man dann auch als Walztextur. Das gewalztes Stahlblech verhält sich bei einem anschließenden Biegeprozess in Walzrichtung anders als quer dazu. Während der Stahl beim Biegen parallel zur Walzrichtung eher zur Rissbildung neigt, ist die Rissgefahr beim Biegen quer zur Walzrichtung wesentlich geringer. Die Umformbarkeit ist durch das Walzen richtungsabhängig geworden. Dies wirkt sich bei Fertigungsprozessen in der Regel nachteilig aus.
Als Walztextur bezeichnet man Streckung des Gefüges in Walzrichtung, welche zur Änderung der Materialeigenschaften führt!
Die Richtungsabhängigkeit einer Eigenschaft (z.B. Umformbarkeit, Zerspanbarkeit, Stromleitfähigkeit, Reflexionsvermögen, etc.) wird im Allgemeinen als Anisotropie bezeichnet. Verhält sich ein Werkstoff bezüglich einer bestimmten Eigenschaft hingegen in alle Richtungen gleich, so spricht man von Isotropie („iso“ = gleich). Eine Anisotropie in den Eigenschaften eines Werkstoffes ist in der Regel nicht erwünscht, da dies unvorhersehbare Effekte nach sich ziehen kann.
Anisotropie bezeichnet die Richtungsabhängigkeit einer Eigenschaft. Bei einer Isotropie hingegen ist die Eigenschaft in alle Richtungen gleichermaßen gegeben!
Aber nicht nur beim Walzen kann das Gefüge eines Stahls negativ beeinflusst werden. Im Bereich der Fügestelle zweier geschweißter Bleche kann es ebenfalls zu unerwünschten Gefügeänderungen kommen. Diese sind den hohen Temperaturen und einer unkontrollierten Abkühlung nach dem Schweißen geschuldet. Die Schweißnaht kann hierdurch verspröden und unter hohen Belastungen reißen.
Aus diesen Gründen wurden bestimmte Wärmebehandlungsverfahren entwickelt, bei denen das Stahlgefüge durch Aussetzen hoher Temperaturen und gezielter Steuerung der Abkühlung nachträglich in gewünschter Weise geändert werden kann.
Als Wärmebehandlung bezeichnet man Verfahren, die mittels kontrollierter Erwärmung und Abkühlung die Eigenschaften von Materialien gezielt ändern!
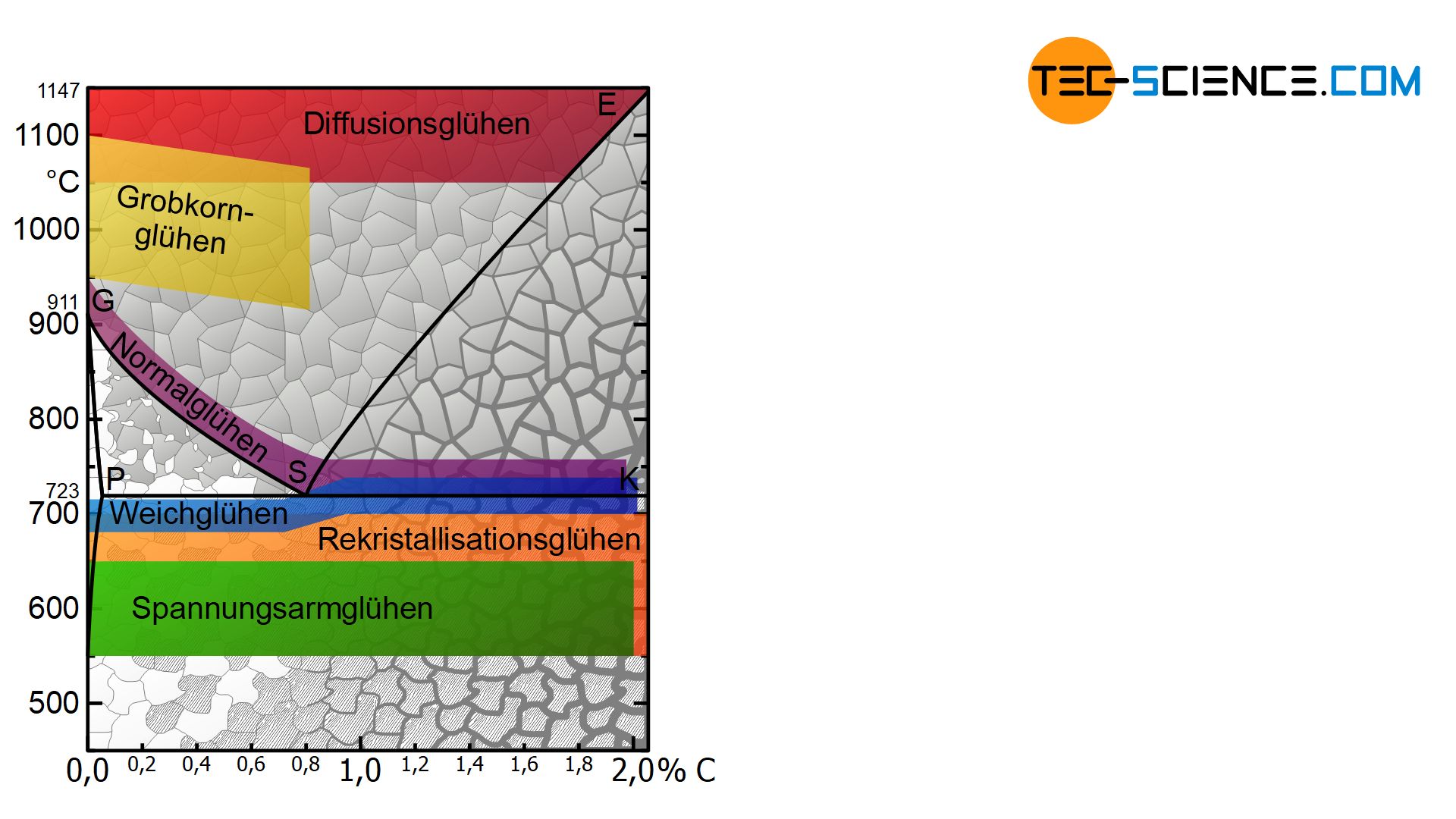
Auf diese Art können unerwünschte Gefügeänderungen nicht nur rückgängig gemacht werden (z.B. Rekristallisationsglühen beim Walzen oder Spannungsarmglühen nach dem Schweißen) sondern teilweise völlig neue Eigenschaften erzielt werden (z.B. Härten oder Vergüten). Deshalb wird im Folgenden auf die wichtigsten Wärmebehandlungsverfahren näher eingegangen:
| Ziel | Wärmebehandlungsverfahren |
| bessere Umformbarkeit | Weichglühen |
| bessere Zerspanbarkeit | Grobkornglühen, Weichglühen |
| Homogenisierung der Legierungselemente | Diffusionsglühen, Lösungsglühen |
| Einstellung der Korngröße | Rekristallisationsglühen, Grobkornglühen, Normalglühen |
| Verringerung der Eigenspannungen | Spannungsarmglühen |
| Steuerung der Festigkeit | Vergüten, Weichglühen, Normalglühen |
| Steigerung der Härte | Härten |
")
")
")
")
")